L-RTM成形とは?製法からメリット・デメリットまで徹底解説!
L-RTM成形についてご紹介します。L-RTM成形は、他のFRP成形法と比較して、高品質、高効率、環境負荷の低減といった多くの利点を持つことから、自動車、航空宇宙、建設機械や農業機械などの各産業業機械などの多くの分野で活用されています。

RTM成形とは
L-RTM成形のご説明の前に、元となるRTM(Resin Transfer Molding)成形のご説明いたします。RTM成形は、繊維強化プラスチック(FRP)製品の製造において、繊維を配置した型に樹脂を高圧で注入して製品を形成する手法です。従来の手作業による積層に比べ、RTM成形は自動化に適しており、人的要因による品質のばらつきを抑制し、安定した製品供給が可能です。RTM成形は再現性が高く、小型・中型で複雑な形状の部品を高品質で製造できるため、高強度・高精度な部品の製造に活用されています。一方高圧で注入する成形方法であるため、型の面積に対して型剛性、型締め圧力を調整する必要となり、大型製品には適していません。
L-RTM成形とは
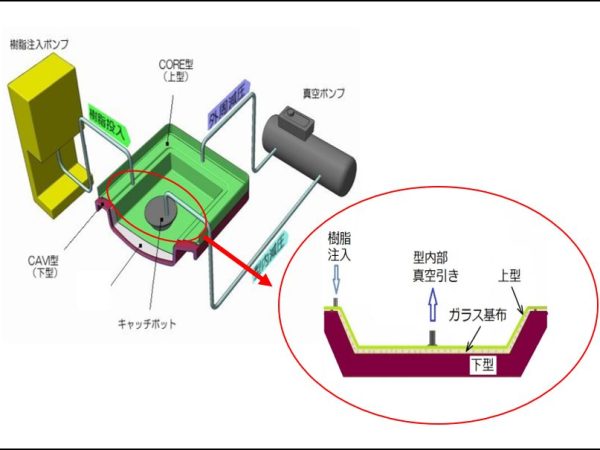
L-RTM(Light Resin Transfer Molding)は、RTM技術をさらに進化させた成形法であり、従来よりも軽量で効率的な製造が可能です。この技術では、下型(CAVI型)にガラス材などの基材を敷き詰め、上型(CORE型)を真空圧を用いて密閉し、低圧で樹脂を注入し硬化させます。低圧注入により型にかかる負担を軽減できるため、高価な型の使用を避け、製造コストを抑制することが可能です。そのため、L-RTM成形は、中小規模の生産や試作品の製作に適しています。
L-RTM成形に用いられる材料と特性
L-RTM成形では、様々な材料を組み合わせることで、多様な特性を持つFRP製品を製造することができます。
・樹脂
・不飽和ポリエステル樹脂:汎用性にすぐれており、安価
・ビニルエステル樹脂:耐薬品性、耐候性
・エポキシ樹脂:機械的強度、耐熱性
・基材
・ガラス繊維:強度、軽量性、耐薬品性
・カーボンファイバー:高強度、高弾性率、軽量性
・コア材
・ウレタン材:軽量・断熱性
・ポリエチレン材:耐水性・耐薬品性
・塩ビ発泡材:難燃性・断熱性
L-RTM成形のメリットとデメリット
メリット
・高品質な表面仕上げ
L-RTM成形では、製品の両面が平滑に仕上げられるため、寸法精度の高さが特長です。
このため、意匠性が求められる製品に活用されています。例えば、自動車の外装部品や、家電製品の筐体など、見た目の美しさが重要な部品にL-RTM成形が採用されています。
・低コスト
L-RTM成形は、金型製作期間の短縮や低圧注入による設備コストの抑制により、製造コストを削減できます。このため、コスト競争力が求められる製品に適しています。
例えば、産業用ロボットアームや風力発電機のブレードに適用されています。
・環境負荷の低減
L-RTM成形は、ガラス繊維の飛散やスチレン臭の発生を抑制し、作業環境を改善できるため、環境負荷の低減に効果的です。
デメリット
・初期投資
L-RTM成形は、ハンドレイアップ成形と比較して、初期投資費用が高額となります。これは、L-RTM成形では、型や樹脂注入装置などの専用設備が必要となるためです。
型は、L-RTM成形において、高精度な成形を行うために、上型と高精度な型が必要となります。
樹脂注入装置も、L-RTM成形には必要な設備です。L-RTM成形では、型内に均一に樹脂を注入するために、精密な制御が可能な樹脂注入装置が必要となります。また、注入圧力や注入速度を調整できる機能も必要です。
他にもL-RTM成形では、真空ポンプ、加熱装置、硬化炉など、様々な周辺機器が必要となります。これらの設備を導入するためには、初期投資が必要となります。
一方、ハンドレイアップ成形は、手作業で行う成形方法であるため、L-RTM成形のような高価な専用設備は必要ありません。そのため、初期投資費用はL-RTM成形よりも低く抑えることができます。
ただし、ハンドレイアップ成形は、人手に頼る部分が多いため、品質のばらつきや生産性の低さが課題となります。また、作業環境の悪化や人材育成の難しさも問題となります。
L-RTM成形の流れ
L-RTM成形における工程をご説明致します。

①型処理(離型処理)
成形品をスムーズに型から取り外すため、型の表面に均一に離型剤を塗布します。
液体タイプ、固形タイプ共にウエス・スポンジ等でムラなく塗布します。所定の時間を置いて離型剤を浸透させた後、ウエス等でしっかりと拭き上げます。拭き上げ工程が不十分だと、製品の型面側にくもりなどが生じ、仕上げ工程に時間がかかります。
②ゲルコート塗装
製品の美観向上や、耐候性・耐久性を上げる為に用いられます。最初の工程で型にゲルコートをスプレーや刷毛等を使用し、均一に塗布します。塗膜が不均一の場合、色むら・ピンホール・ヒケ等の不良が発生しやすくなります。塗膜管理はウェットゲージを使用するのが一般的です。
適切な乾燥工程を怠ると、二次工程の積層に大きく影響します。上記工程を守ることで、最適なゲルコート層を形成することが可能です。
③基布、補強材配置
基布、補強材を設計図に基づき配置します。
④樹脂真空注入
基材を準備した下型に上型を被せます。その際、基材がズレないように注意します。次に型に減圧装置をセットし、型内部を減圧します。減圧状態を確認し、樹脂を注入します。樹脂の投入量は製品により決まっていますが、状況をみて多少の増減は行います。硬化剤添加量は室温と樹脂温度を見て投入量を設定します。注入が完了したら、樹脂ホースを塞ぎ硬化を待ちます。
⑤脱型
樹脂が完全に硬化した後、型を開いて成形品を取り出します。適切な離型処理が施されていれば、成形品はスムーズに脱型され、製品の表面に傷や欠陥を残すことなく取り外すことができます。脱型作業は製品を破損させないように注意しながら行います。四方からバールやくさびを用いて型と製品の接着面を剥がし、垂直に製品を持ち上げ脱型します。
日東電気だからこそ可能なFRP
FRP製品に求められる要件は、近年ますます高度化・多様化しています。国内メーカーの設計担当者や購買担当者は、「見た目の美しさ」「複雑形状への対応」「ロットや工期の柔軟性」「電子部品との一体構造」など、さまざまな条件を満たすFRP製造パートナーを必要としています。
日東電気では、FRP製品に対して、素材・工法・生産体制を含めた一貫した技術提案と対応力を強みに、他社では実現が難しい領域まで踏み込んで生産サポートしています。
意匠性の高いゲルコート対応が可能
日東電気では、表面意匠性が求められる医療機器カバーや車両部品などで、ゲルコート仕上げの実績を多数有しています。
- 高光沢仕上げや多色対応が可能
- 表面塗装不要の美観と耐候性を両立
- 紫外線・酸素・湿気からの保護機能も発揮
意匠面だけでなく、機能面での保護性能を兼ね備えることから、屋外設備や輸送機器向けの外装部品でも活躍しています。
ハンドレイアップ製法における高品質対応力
FRP成形においては、職人技術と再現性の両立が求められます。日東電気では、ハンドレイアップ製法における高度な技能教育と品質管理を徹底しており、以下のような案件に強みを持ちます。
- 少量多品種の開発部品
- 難形状・中空構造品
- 曲面形状を伴う外装部品
社内で定期的に技能講習を行い、均質な品質・短納期対応が可能です。
多様な成形工法に対応(ハンドレイアップ・スプレーアップ・L-RTM)
製品ごとに最適な成形法を選定できる体制を保有しています。
- 意匠性・形状自由度 → ハンドレイアップ
- 生産性・効率重視 → スプレーアップ
- 高精度・量産対応 → L-RTM
要件に応じて、適切な工法を提案・実行できることが、調達リスクの軽減・開発工数削減に貢献します。
>>L-RTM成形とは?製法からメリット・デメリットまで徹底解説!
国内外に生産拠点を持ち、大型製品対応+量産体制を両立
- 国内(茨城・磯原)工場
→ φ2500×11000mmの大型浄化槽まで対応可能な設備を保有
→ 複数台のFRP積層装置と大型型製造体制あり - 海外(ベトナム)工場
→ 常時100名体制の量産対応が可能
→ コストメリットを活かした海外量産・国内品質のハイブリッド供給体制
製品のスケールや数量に関わらず、柔軟な供給体制を構築しています。
電子部品の一体実装まで可能な垂直統合型対応
日東電気では、FRP筐体の製造に加えて電子機器の設計・実装・配線までを一貫して対応できる体制を整えています。

- 回路設計・基板実装・内部配線の全工程を自社内で対応
- 部品調達や組立工程の省人化・短納期化が可能
- 設計・試作段階から一貫してサポート可能
このような垂直統合型体制により、装置メーカーにおける筐体と電子制御の一体開発に対応し、開発リードタイム短縮に貢献しています。
>>日東電気グループは、OEM・EMSのベストパートナーです。
FRP製品事例をご紹介
続いて、実際に当社が製作したFRP製品事例をご紹介いたします。
浴槽用製品

従来より取引のあるお客様より、浴室用の収納棚に関するご相談をいただきました。 コスト削減をご所望であったため、元々ハンドレイアップ成形で成形をしていた製品でしたが、工数低減が可能であるL-RTM成形への変更を実施を実施しました。
大型浄化槽向けFRP製タンク(φ2500×11000)

当社では大型浄化槽向けFRP製タンクに関しての実績を多数有しております。 タンク内には複数の部屋があり、各部屋で汚水を浄化しています。 指定個所から汚水は移流しますが、指定外からの漏水については、製作時に使用する材料や接着方法の見直しを各種メーカーと行い、最適な製作手順を確立し、漏水率を低下を実現しております。
また、当社では50年一貫してFRP製浄化槽(タンク)を製作しているため、製作側からの視点で設計の不備等に関しても改善案を含めてご提案をしております。 FRPは鉄より軽く鉄と同様の強度がある優れた複合材料ですが、製作手順を誤るとその性能が発揮できないため、 製作手順をしっかりと守ることで、正しい性能のFRP製品の製作が可能となります。
大型浄化槽向けFRP製タンク(φ2250×11000)

こちらは大型浄化槽向けFRPタンクです。全長2.5mは規格サイズに合わせた型があり、海外生産や海外案件も多くなっています。一方で今回の2,250mmというサイズは、コンテナに入るギリギリのサイズで、日東電気オリジナルの型で製作しており、多く海外へ輸出させていただいております。
循環式トイレ

従来より取引のあるお客様より、水洗トイレの循環式トイレに関するご相談をいただきました。
本事例の製品は、し尿処理装置処理した再生水を使用し水洗洗浄する仕様となっており、下水道がなく排水できない地域で利用されています。
本製品に関しては弊社の磯原工場でFRPタンク部分を主に製造していますが、設計条件によっては基盤等の製作も弊社の小山工場で受け入れることが可能です。
風力発電機 ナセルカバー&洋上変電所 パネル

こちらは洋上風力発電です。サイズは45m以上のナセルと海面に設置された洋上変電所になります。 塩害対策を施した表面はゲル塗装、ハンドレイアップによって成型いたしました。FRP型として48型を準備の上、パーツ毎に作成し最終組立をして完成させています。
トラック向け防風板

従来より取引のあるお客様より、トラック向け防風板に関するご相談をいただきました。
本事例の製品は、トラックの上部に取り付けられている製品となっており、走行中のトラックが風の影響での蛇行等を防ぐために使用されます。
本製品は弊社の工場にて成形~トリミング加工まで一貫して対応しており、一部強度を確保するためにひも状のガラスを使って部分補強を行っております。
拡幅車両

こちらは拡幅車両のFRP製品事例です。サイズは11,000×2,490×3,590mmで、表面はゲル塗装、ハンドレイアップによって成型いたしました。2011年の震災前に、全都道府県に1台、こちらの拡幅車両を配置する流れがありましたが、当社にてすべて対応いたしました。当社においては、ゲルコートのはしりとなる製品事例です。
こちらの製品は3mm未満と非常に薄いFRP製品で、お客様に納品してから赤く塗装を行い、鉄パイプ等で補強を行っています。3mmという薄いFRP製品のため、ハンドレイアップのために専用の治具が必要でした。当社では、FRP用の治具の設計・製作についても内装しております。
海外向けバス 外装・内装部品

こちらの製品は、ベトナムで製造しているバス部品です。表面にはゲルコートを施し、ハンドレイアップ製法で成形しております。外装および内装部品を含め、1台あたり30点の部品から構成されており、月間100セットを生産・加工しています。 また、外装の大型部品から内装の小型部品まで幅広く対応可能です。ベトナム工場では130名が稼働し、安定した生産体制を確保しているため、大型から小型までの製品のロット生産が可能です。
クーリングタワー用 羽根

お客様からは、既存サプライヤーの生産能力不足により、新たな製造パートナーを探されているとのことで、当社での製作が可能かご相談いただきました。要求仕様は、強度を確保するための鉄芯挿入構造と、指定色での表面塗装仕上げでした。
直径2000mmにも及ぶ大型羽根の製造には、大型成形機だけでなく、広大な作業スペースと搬送設備も不可欠です。45,105㎡もの広大な敷地を誇る当社の磯原工場だからこそ、この大型羽根のRTM成形が可能となります。磯原工場はこのような要件を満たす最適な生産拠点であり、大型金型の設置やハンドリング、重量のある鉄芯入りFRP羽根の移動もスムーズに行えます。
MRI装置用 カバー

お客様は、MRI装置のノイズ抑制のため、FRP素材のカバーを検討されており、大型で複雑な形状のFRP製品の製造実績を持つ当社にご相談いただきました。
本製品は、L-RTM成形を用いて製作しています。L-RTM成形は、低圧で樹脂を注入するRTM成形の一種です。金型内に多数のインサート部品を埋め込む必要があり、高い金型設計技術と成形ノウハウが求められます。さらに、MRI装置に組み込むため、両面の高い面精度も要求仕様として挙げられました。
製作における最大の課題は、大型のドーナツ形状を維持しながら、高い両面の面精度を実現させることでした。当社では、長年培ってきたFRP成形技術を活用した金型設計、そして熟練の技術者による精密な成形管理により、これらの課題を克服出来ました。
表面塗装については、お客様のご要望により、お客様指定の業者様で対応いただきました。当社では、塗装工程を含めた一括請負も可能ですので、お客様のニーズに合わせて柔軟に対応いたします。
FRP製品のことなら、OEM・EMSパートナーズ.comへ
日東電気は、長年培ってきたFRP成形技術を駆使し、お客様の多様なニーズにお応えする中型FRP製品のご提供をしてまいりました。
少量生産や高精度が求められる製品にも、熟練の技術者による丁寧な作業と厳格な品質管理体制で対応いたします。意匠性が求められる製品にも実績が多数ございます。自動車外装部品や家電製品筐体など、外観性が求められる部品もご用命ください。
FRP製品に関してお困りの方はぜひOEM・EMSパートナーズ.comにご相談ください。
関連した基礎知識
-

FRPとは?樹脂と繊維の複合設計が生む性能とは?
FRP(繊維強化プラスチック)は、「軽くて強く、腐食に強い」次世代の構造材料として注目されており、浄化槽や輸送機器、風力発電設備、医療装置など幅広い分野で活用が進んでいます。 本記事では、FRPの基本...- FRP
2025年4月3日
-

大型FRP製品の種類と製造ポイント
軽量・高強度・耐久性に優れるFRP(繊維強化プラスチック)は、浄化槽や輸送機器、風力発電設備、医療装置など、幅広い産業で採用が進む複合材料です。 本記事では、大型FRP製品の用途や活用事例を分野別に整...- FRP
2025年4月3日
-

FRP樹脂製品の用途一覧と選定のポイント
FRP(繊維強化プラスチック)は、軽量・高強度・耐久性を兼ね備えた複合材料として、建築、自動車、産業装置、医療機器など多岐にわたる分野で活用されています。 本記事では、FRPの基本特性や注目される理由...- FRP
2025年4月3日
-
L-RTM成形とは?製法からメリット・デメリットまで徹底解説!
L-RTM成形についてご紹介します。L-RTM成形は、他のFRP成形法と比較して、高品質、高効率、環境負荷の低減といった多くの利点を持つことから、自動車、航空宇宙、建設機械や農業機械などの各産業業機械...- FRP
2024年11月12日
-

ゲルコート塗装とは?
こちらではFRP製品によく使用されるゲルコート塗装についてご紹介致します。 ゲルコート塗装は、繊維強化プラスチック(FRP)製品の表面を保護し、美観を向上させるための高性能な樹脂コーティング技術です。...- FRP
2024年8月6日
-

ハンドレイアップとスプレイアップとは
FRP製作ではその用途において、形成方法が異なります。今回は、FRP製作の形成方法であるハンドレイアップとスプレイアップについてのご説明、そして実際に当社で製作した事例まで、まとめてご紹介いたします。...- FRP
2023年9月25日